Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

In the guitar manufacturing industry, there is a widely verified industry rule: two factories with identical equipment, identical wood, and similar quotes can produce guitars with repair rates that differ by more than 10 times.
What determines this gap is not equipment precision or material cost, but the completeness and execution rigor of the Quality Control (QC) system. Equipment can be purchased, materials can be sourced, but a well-polished, strictly enforced QC system is a core barrier that ordinary workshops cannot replicate in the short term.
Quality control runs through more than 200 processes in guitar manufacturing: from the first second wood enters the factory to the final action of packaging and shipping. How much resources a factory invests in QC directly reflects its attitude toward product quality and responsibility to customers.
According to the 2026 Global Quality Report from the Guitar Industry Association (GIA), 68% of guitar warranty issues stem from inadequate quality control during production, and 42% of these issues can be prevented in advance through comprehensive incoming inspection. For musical instrument brands and OEM buyers, understanding a guitar factory’s QC system is the most important skill for evaluating partners — even more important than reviewing their equipment list.
SMIGER Practice: We have delivered over 120,000 guitars in the past 5 years, with an average repair rate stable at 2.8%, far below the industry average of 5%. This data has been verified by third-party testing institution SGS and has been incorporated into the qualified supplier evaluation standards of multiple internationally renowned brands.

Professional guitar factories adopt a three-tier progressive structure for their quality control systems, with each tier managing different manufacturing stages and forming a complete quality assurance network through layered defense:
None of these three links can be missing. The absence of any link will lead to the progressive amplification of quality problems: a defective wood board can eventually become a finished guitar with a cracked neck, bringing the brand losses several times the cost of raw materials.
2026 Regulatory Update: The EU New Battery Regulation (EU 2023/1542) and California CARB Phase 3 came into effect on January 1, 2026. All guitars exported to these regions must provide complete hazardous substance test reports and recyclable material declarations. Non-compliant products will be detained at customs and face heavy fines.
Incoming inspection is the first and most important checkpoint for quality control. Once raw materials for guitar manufacturing enter the production process, if defective products are not screened out immediately, these defects will be continuously amplified in subsequent processes, eventually leading to the scrapping of entire batches of finished products.
Industry Data: A comprehensive IQC system can reduce more than 70% of production process quality problems.
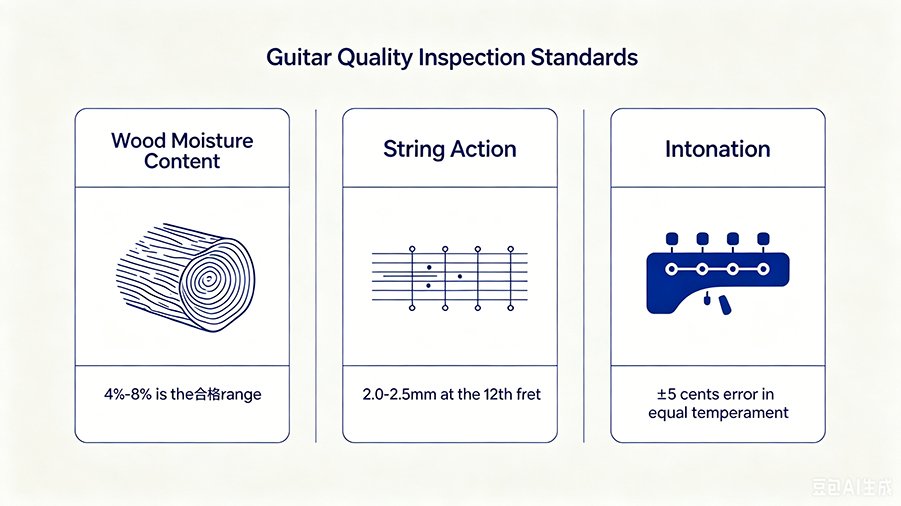
Wood is the soul of a guitar, and wood quality directly determines the acoustic performance and service life of the instrument. IQC wood inspection must cover the following items:
| Inspection Item | Inspection Standard | Inspection Method | Non-Conforming Handling |
|---|---|---|---|
| Moisture Content | Top/Back: 6-8%; Neck: 7-9%; Overall uniformity ±1%Reduce by 1% for dry export regions, increase by 1% for humid regions | Pin-type moisture meter, measure 5 points per board (both ends + center + both sides), insert 2-3mm deep to measure core moisture content | Reject or transfer to constant temperature and humidity warehouse for conditioning for more than 30 days |
| Appearance Defects | No dead knots, no insect holes, no end cracks exceeding 5mm; wood grain angle <15° | Visual + caliper measurement | Mark and remove defective parts, reject entire batch for severe cases |
| Density Consistency | Density difference of same batch and specification wood ≤5% | Electronic scale + volume calculation | Grade and use density abnormal boards separately |
| Tone Test | Tap resonance frequency meets the standard range for that wood species | Manual tap test by senior tone master | Downgrade non-conforming boards for non-acoustic components |
Key Tip: Many low-cost factories only measure surface moisture content of wood, ignoring internal wet core issues. Qualified IQC must use a pin-type moisture meter to insert 2-3mm into the wood to measure core moisture content.
Metal hardware directly affects the user experience and durability of guitars:
Electronic components determine the final tone of electric guitars:
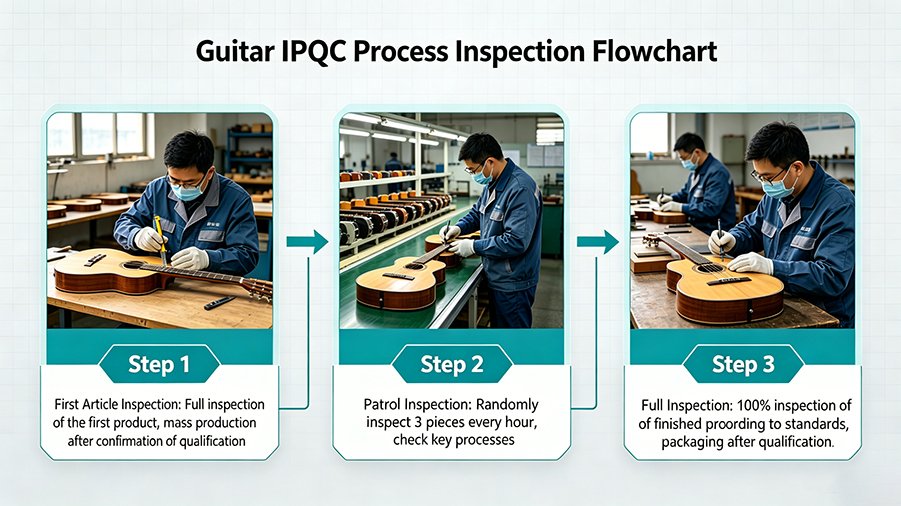
In-process inspection is real-time quality inspection inserted at key process nodes on the production line, aiming to discover and correct defects at the first moment they occur, rather than allowing non-conforming products to flow into the next process.
Professional factories adopt a combination of first article inspection + patrol inspection + full inspection for IPQC:
| Connection Method | Core Inspection Items | Acceptance Standard |
|---|---|---|
| Bolt-on | Joint surface fit, neck angle | 0.05mm feeler gauge cannot insert more than 5mm; neck angle error ≤0.5° |
| Set-neck | Glue distribution, bond strength | No bubbles, no glue shortage; tapping sound is clear and noiseless |
| Neck-through | Splicing flatness, wood grain continuity | No gap in splicing seam; consistent wood grain direction |

Outgoing inspection is the final quality checkpoint before products leave the factory, and also the official record to prove to customers that products meet specifications. Professional factories must retain complete OQC inspection records that can be traced back to each individual guitar.
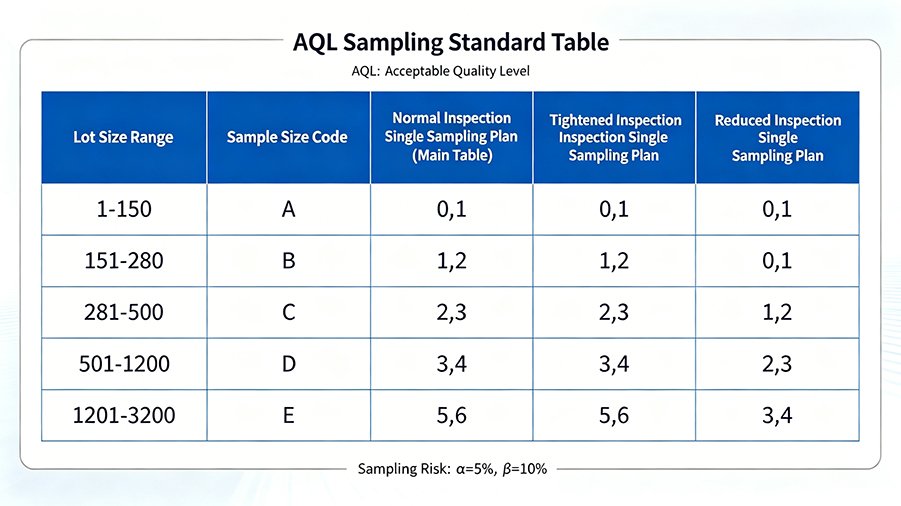
AQL Sampling Quick Reference Table (Guitar Industry Standard):
| Order Quantity | Sample Size | Acceptance Number (Appearance) | Acceptance Number (Functional) |
|---|---|---|---|
| 1-50 | Full inspection | 0 | 0 |
| 51-150 | 20 | 1 | 0 |
| 151-500 | 50 | 3 | 1 |
| 501-1200 | 80 | 5 | 2 |
| 1201-3200 | 125 | 7 | 3 |
| Inspection Category | Specific Items | Inspection Method | Acceptance Standard |
|---|---|---|---|
| Appearance Inspection | Coating defects (bubbles, orange peel, impurities) | Visual + light irradiation | No obvious visible defects |
| Scratches, dents, paint chipping | Visual | No deep scratches or paint chipping | |
| Metal part oxidation, rust | Visual | No oxidation or rust | |
| Logo and serial number | Visual + caliper | Accurate position, clear and legible | |
| Dimensional Inspection | Overall dimensions, nut width | Caliper/tape measure | Meets specification |
| Fret height | Digital height gauge | 1.2-1.5mm, height difference ≤0.05mm | |
| String action | String action gauge | 12th fret action: 2.0-2.5mm (6th string), 1.5-2.0mm (1st string) | |
| Functional Inspection | Tuning stability | Tuner | Pitch change ≤5 cents after 30 minutes (23℃/45% RH environment) |
| Intonation | Electronic tuner | 12th fret vs open string pitch difference ≤±5 cents | |
| Circuit function | Item-by-item test | All positions, knobs and switches work normally, no noise | |
| Mechanical operation | Manual test | Bridge, tuners and knobs operate smoothly | |
| Packaging Inspection | Label accuracy | Verification | Correct model, serial number and destination |
| Accessory completeness | Counting | Complete wrenches, spare strings, manual | |
| Protection effectiveness | Visual | Sufficient cushioning material, firm fixation |
There is no precise quality without precise equipment. Professional guitar factories should be equipped with the following core inspection equipment:
Factory Audit Tip: Check if equipment has regular calibration labels, calibration cycle is usually 1 year. Equipment without calibration labels produces unreliable measurement data.
Each batch of products should have a complete quality file, including:
SMIGER Practice: We assign a unique QR code to each guitar. Scanning it allows you to view complete information including raw material batch, production team, inspector and production date, achieving full lifecycle traceability.
Professional factories usually do not produce all parts themselves. Quality management of suppliers is an important extension of the QC system:
An excellent QC system is not static, but continuously improves through the PDCA cycle:
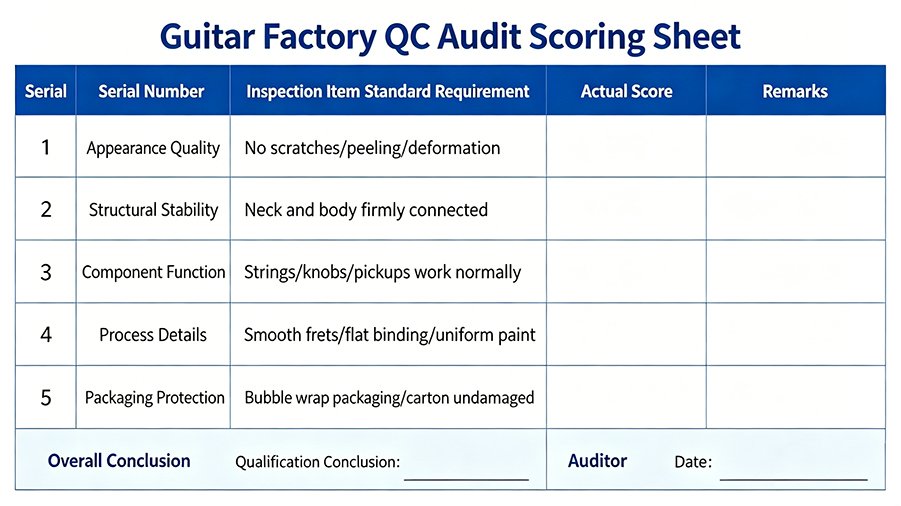
If you have the opportunity to visit a guitar factory, use the following 100-point scorecard to quickly and accurately evaluate its QC capability within 1 hour:
| Evaluation Item | Points | Scoring Standard |
|---|---|---|
| IQC Incoming Inspection Area | 20 | Independent area (5), complete equipment (5), non-conforming product isolation area (5), complete records (5) |
| IPQC In-Process Control | 25 | First article inspection records (5), patrol inspection records (5), work instructions at stations (5), clear non-conforming product identification (5), inspector ratio 1:8-1:15 (5) |
| OQC Outgoing Inspection | 20 | Independent inspection area (5), sampling according to AQL standards (5), complete inspection reports (5), finished product isolation area (5) |
| Inspection Equipment | 15 | Complete equipment (5), calibration labels (5), well-maintained equipment (5) |
| Quality Records | 10 | Complete records (5), traceable (5) |
| Site Management | 10 | Clean workshop (5), orderly material placement (5) |
Rating Standards:
One-Vote Veto Items (any occurrence directly determines unqualified):
| Common Problem | Root Cause | Factory Improvement Measures | Buyer Countermeasures |
|---|---|---|---|
| Neck bow / high string action | Unqualified wood moisture content | Strengthen IQC moisture content inspection, constant temperature and humidity management of inventory wood | Request factory to provide wood moisture content test reports |
| Poor intonation | Neck angle deviation or incorrect bridge position | Add full neck angle inspection in IPQC, 100% intonation test in OQC | 100% intonation test upon receipt |
| Tuners slipping | Poor tuner quality or insufficient installation torque | Strengthen IQC tuner inspection, use torque wrench to control installation torque | Request factory to use well-known brand tuners |
| Pickup noise | Poor grounding or insufficient shielding | Add ground continuity test in IPQC, full body conductive shielding | Test circuit noise upon receipt |
| Coating blistering | Excessive wood moisture content or incompatible paint | Full IQC wood moisture content inspection, sample spray new paint first | Check coatings for blistering and peeling |
表格
| Factory Tier | Representative Product Price | QC Cost Percentage | IQC | IPQC | OQC | Repair Rate |
|---|---|---|---|---|---|---|
| Workshop Level | <$100 | <1% | Visual sampling only | None | Visual sampling only | >20% |
| General Factory | $100-$300 | 1-2% | Sample moisture and appearance | Key process patrol | AQL 4.0/2.5 | 5-10% |
| Professional Factory | $300-$1000 | 2-5% | Full moisture inspection, sample others | First article + patrol + key process full inspection | AQL 2.5/1.0 | 1-3% |
| Top Factory | >$1000 | 5-8% | 100% full inspection of all items | Full process full inspection | 100% full inspection | <1% |
SMIGER Positioning: We belong to the professional factory level, with a QC cost percentage of 4.5%. We implement OQC full inspection for all mid-to-high end products, with a repair rate stable below 2.8%.
A: Yes. Professional OEM factories can fully provide outgoing inspection reports for each batch. The report should include sample quantity, defect quantity, AQL judgment result, inspection date and inspector signature. Factories that refuse to provide reports pose extremely high quality risks.
A: In mature professional guitar factories, QC-related costs (inspector salaries, equipment depreciation, consumables, third-party testing) typically account for 2%-5% of manufacturing costs. Below 1% indicates insufficient QC investment, above 8% indicates systemic quality problems.
A: ① Observe if there is a clear non-conforming product isolation area in the workshop; ② Randomly select finished products to test intonation (12th fret vs open string pitch difference should be ≤±5 cents); ③ Check if inspection equipment has valid calibration labels.
A: The industry general standard is that incoming defect rates exceeding 3% can be rejected. Excellent factories should control key material incoming defect rates below 500PPM (0.05%). Two consecutive batches with excessive defect rates should trigger supplier replacement consideration.
A: AQL is an international general sampling inspection standard representing the maximum acceptable defect rate. AQL 2.5 is used for appearance defects and AQL 1.0 for functional defects, which is the industry best practice balancing quality cost and customer satisfaction.

Guitar manufacturing is an art combining craftsmanship and science, and quality control is the foundation of this art. A complete three-tier IQC/IPQC/OQC QC system is the core symbol that distinguishes professional guitar factories from ordinary workshops.
For brands and buyers, choosing a factory with a strict QC system is more important than pursuing lower prices. The brand reputation loss and after-sales costs caused by a single quality accident far exceed the small savings in procurement costs.
SMIGER Guitars has 18 years of experience in guitar manufacturing quality management. Our ISO 9001 certified QC system covers every link from raw materials to finished products, ensuring that every guitar leaving the factory meets the highest quality standards. Our average repair rate is below 2.8%, far below the industry average of 5%.
Copyright © 2026 SMIGER Guitars. All rights reserved. | Official Website: www.smigerguitar.com