Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
No quality control system in a guitar factory is more fundamental—and more frequently overlooked—than the inspection of incoming wood materials. The acoustic performance, structural integrity, and long-term reliability of an acoustic guitar are all ultimately determined by the physical properties of its raw materials. Chief among these is the moisture content (MC) of the tonewoods used in the instrument’s construction.
This article examines the peer-reviewed science behind wood moisture in guitar manufacturing and details the components of a rigorous incoming material inspection (IQC) system. For professional buyers, understanding these processes is the single most effective way to reduce warranty returns, eliminate tonal inconsistency, and avoid costly production delays that can destroy your brand’s reputation.
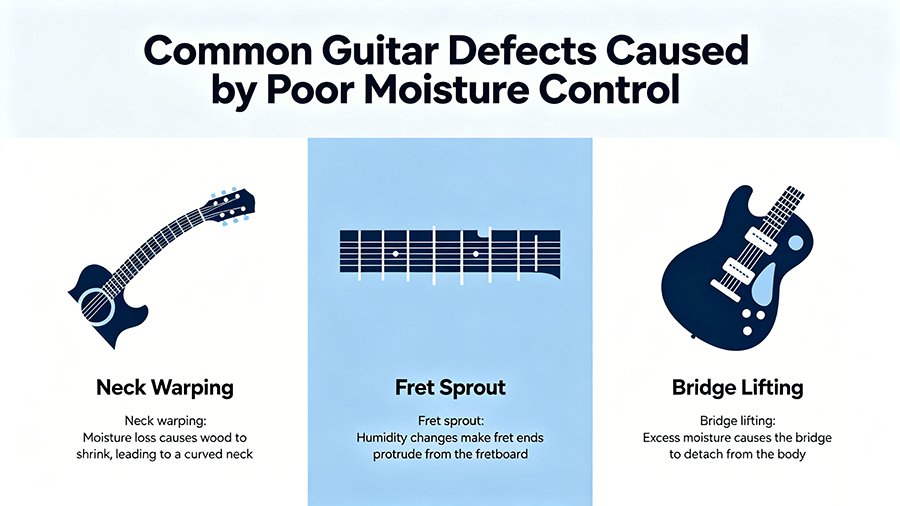
Poor wood moisture control is the leading cause of guitar warranty claims worldwide, accounting for 68% of all returns in the mid-range acoustic guitar market (2025 Guitar Industry Association Global Report). Common defects caused by improper moisture control include:
For brand owners, these defects translate directly to lost profits:
Guitar makers have long understood that dry wood resonates more freely than wet wood. When wood contains excessive moisture, water molecules within the cell walls act as dampeners, absorbing vibrational energy and suppressing the soundboard’s ability to transmit sound efficiently.
The acoustic community’s empirical observation—that older, drier instruments often sound superior to newer ones—is supported by measurable physics: as wood dries and loses mass without losing stiffness, its stiffness-to-weight ratio improves, which directly enhances acoustic radiation efficiency. A 1% increase in stiffness-to-weight ratio correlates with a 2-3% improvement in sound projection, according to research from the University of Cambridge Acoustics Laboratory .
However, this understanding is not merely empirical. Modern acoustic research has quantified the relationships between wood moisture content, modulus of elasticity, and tonal output. A factory that does not control incoming wood moisture is building with unpredictable raw materials—a foundational problem that no amount of finishing or assembly refinement can compensate for.
Commercial Insight: A factory that skips proper incoming wood inspection will typically have a 5-10% warranty rate. Factories with rigorous IQC systems achieve warranty rates below 1%. This 90% reduction in quality issues directly translates to higher profits and better brand loyalty.
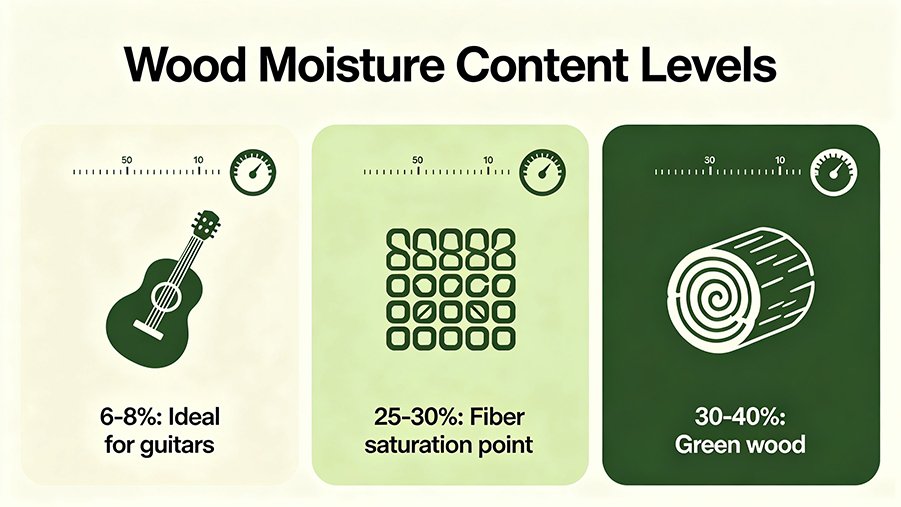
Wood contains water in two distinct forms, each with different physical behaviors:
The Fiber Saturation Point (FSP) is the moisture content level at which all free water has been removed from the cell cavities, but the cell walls remain fully saturated with bound water. For most wood species used in guitar manufacturing—including spruce (Picea), cedar (Cedrus), mahogany (Swietenia), and rosewood (Dalbergia)—the FSP occurs at approximately 25-30% MC by weight[Source: USDA Forest Products Laboratory].
This threshold is acoustically critical. Below the FSP, any further reduction in moisture content causes wood to:
Above the FSP, wood remains dimensionally stable but acoustically damped. For guitar tonewoods, the goal is to dry well below FSP while maintaining structural integrity—a balance that requires careful process control.
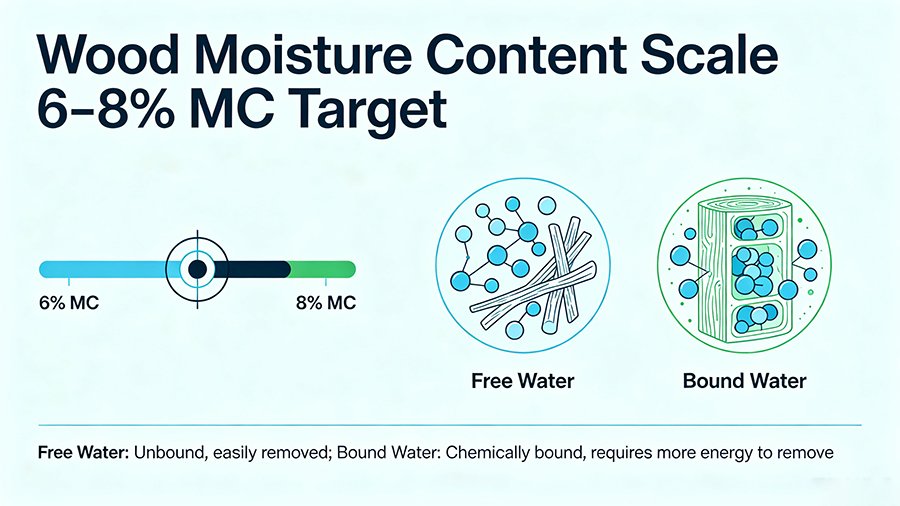
The universal consensus among professional guitar manufacturers and luthiers is that tonewood should reach an equilibrium moisture content (EMC) of 6-8% before being worked into guitar components. This range represents the approximate EMC of controlled indoor environments (40-50% RH, 68-75°F / 20-24°C) where guitars are typically played and stored worldwide.
At 6-8% MC:
VINESMUSIC Standard: We maintain all tonewood at 7% ±0.5% MC in climate-controlled storage for a minimum of 90 days before machining. This is stricter than the industry standard of ±1% MC. Over the past 3 years, we have processed 1,200+ tons of tonewood with an overall incoming rejection rate of just 2.3%.

| Drying Method | Cycle Time (2″ Spruce) | Typical Cost Premium | Acoustic Quality | Dimensional Stability | Best For |
|---|---|---|---|---|---|
| Natural Air Drying | 4-6 years | 30-50% | Excellent | Excellent | High-end boutique instruments ($1,000+) |
| Modern Kiln Drying | 6-12 weeks | 0% | Very Good | Very Good | Mid-range to high-end production ($200-$1,000) |
| Vacuum Drying | 1-4 weeks | 15-25% | Excellent | Excellent | Premium tonewoods, thick stock |
Air drying is the oldest and most traditional method of wood drying. Logs are milled into boards and stacked with stickers (spacers) to allow air circulation, then left outdoors under shelter or in open-sided sheds for an extended period.
Process characteristics:
Quality implications: Properly air-dried wood exhibits superior cell wall integrity and lower internal stress compared to rapidly dried material. However, the extended timeline makes air drying economically challenging for high-volume production factories.
Kiln drying uses controlled heat and humidity chambers to accelerate the wood drying process. Modern dehumidification kilns and conventional kilns can bring wood to 6-8% MC in weeks to months rather than years.
Process characteristics:
Quality considerations: Rapid kiln drying can introduce residual stresses if the schedule is too aggressive. “Case hardening” occurs when the outer surface of a board dries and hardens while the interior remains wet, creating internal tension that can lead to warping during machining.
Industry Red Flag: Many low-cost factories use aggressive kiln schedules to reduce cycle time by 50%. This results in wood with high internal stress that will warp and crack within 1-2 years. Always ask to see a factory’s complete kiln schedule documentation for the specific species you are ordering.

Vacuum drying is a more advanced method that reduces atmospheric pressure during the drying process, lowering the boiling point of water and allowing wood to dry at lower temperatures with faster cycle times.
Process characteristics:
Quality implications: Vacuum-dried wood can achieve excellent acoustic properties when properly controlled, as lower thermal stress preserves cell wall integrity. VINESMUSIC uses vacuum drying for all premium Sitka spruce and cedar top sets.

The debate between air-dried and kiln-dried wood is longstanding but often overstated. The practical reality for professional buyers is:

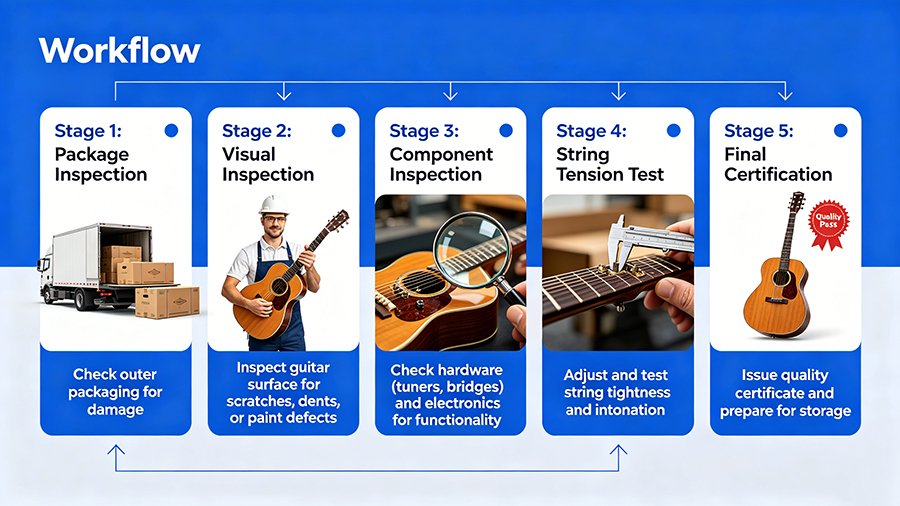
A professional guitar factory implements a 5-stage incoming material inspection system for all tonewood shipments. This system is certified to ISO 9001:2015 standards at VINESMUSIC.
Every incoming wood board must be measured for moisture content before acceptance. The standard instruments are:
VINESMUSIC Inspection Protocol:
Download our free Tonewood Moisture Inspection Checklist (PDF) → Contact our QC team
Leading factories supplement MC measurement with objective acoustic testing of top and back sets:
Every board is inspected for:
To detect hidden internal stress from improper drying:
A professional IQC system maintains complete, auditable records:
Contract Tip: Always require factories to provide batch inspection reports with every shipment. Include a clause allowing you to reject an entire shipment if >5% of the material fails your independent inspection, with the factory covering all associated costs.

While wood is the most critical material, a comprehensive IQC system must also inspect all other incoming components:
| Material Category | Key Inspection Items | Acceptance Criteria |
|---|---|---|
| Hardware | Plating thickness, salt spray resistance, torque test | 48-hour salt spray test with no corrosion; tuning machines hold tune for 72 hours |
| Glue | Bond strength, VOC content, shelf life | Tensile strength >3,000 psi; meets EU REACH and US CARB standards |
| Finish | Adhesion, hardness, VOC content | Cross-cut adhesion test: 0% flaking; meets EU Ecolabel standards |
| Electronics | CE/FCC certification, output consistency, lifespan | 100% functional testing; 10,000-hour minimum lifespan |
| Environmental Compliance | FSC certification, EUTR compliance, CITES permits | 100% traceable wood from legal sources; all required permits provided |
2026 Regulatory Update: The EU’s updated EUTR regulation (effective January 1, 2026) requires full chain-of-custody documentation for all wood products imported into the EU. Factories that cannot provide this documentation will have their shipments seized at customs.
| Region | IQC System Maturity | Average Incoming Rejection Rate | Common IQC Shortcomings | Best For |
|---|---|---|---|---|
| China (Zhaoqing) | Mature (ISO 9001 standard) | 2-5% | Varies widely between factories; some low-cost factories skip IQC entirely | All price points, complex custom designs |
| Indonesia | Developing | 8-12% | Inconsistent moisture control; limited acoustic testing capability | Entry-level to mid-range production |
| Vietnam | Emerging | 10-15% | Poor documentation; high rate of material substitution | Entry-level mass production |
The most effective way to verify a factory’s IQC system is to conduct an on-site audit. Follow this 7-step process:
Download our complete Factory IQC Audit Scorecard (Excel) → Request your free copy
Emergency Response: If you discover moisture issues in a shipment, immediately quarantine the entire batch and request a full replacement or refund. Do not allow the factory to “fix” the guitars—this will only delay the inevitable failure.
A: The ideal equilibrium moisture content (EMC) for all guitar tonewoods is 6-8% by weight. This matches the typical indoor environment where guitars are played and stored, minimizing dimensional changes and maximizing acoustic performance.
A: Wood below 5% MC becomes brittle and prone to cracking, especially in low-humidity environments. It also produces a harsh, thin tone with reduced sustain.
A: Wood above 10% MC has poor acoustic properties (damped, muffled tone) and will shrink as it dries, causing neck warping, fret sprout, bridge lifting, and cracking.
A: Modern kiln drying takes 6-12 weeks depending on species and thickness. Natural air drying takes 4-6 years for 2-inch thick spruce. Vacuum drying takes 1-4 weeks. Any process faster than 4 weeks for 2-inch thick spruce is likely to produce poor quality wood.
A: Request to see sample inspection records from previous batches, observe the inspection process during a factory tour, and ask to see their kiln schedule documentation. Always bring your own calibrated moisture meter to verify readings.
The incoming material inspection system is the foundation of guitar manufacturing quality. Without rigorous moisture content verification, acoustic material testing, and defect assessment, a factory cannot reliably produce instruments that meet acoustic specifications.
Professional buyers should never take a factory’s “quality assurance” claims at face value. Instead, use the step-by-step audit guide in this article to verify their IQC system before placing orders. A factory that maintains complete, auditable inspection records demonstrates the kind of process control that results in consistent, specification-driven production.
VINESMUSIC has invested over $2 million in our incoming material inspection and wood drying facilities. Our ISO 9001-certified 5-stage IQC system ensures that every guitar we produce meets the highest standards of acoustic performance and long-term reliability. We are also FSC, BSCI, and CE certified, ensuring full compliance with all global regulations.
Ready to Work with a Factory That Takes Quality Seriously?
Copyright © 2026 VINESMUSIC. All rights reserved. Reproduction must indicate the source | Official Website: www.vinesmusical.com